
由浙江交工承建的吉康改扩建C3合同明边沟盖板预制生产线位于南康区大坪乡枧下村,为积极响应《交通强国建设纲要》及江西省交通强国试点实施要求,贯彻落实吉康改扩建项目办平安百年品质工程建设理念,提升挖方路堑明边沟盖板预制品质、提高生产效率,项目引进了一套全自动小型预制构件(明边沟盖板)生产线,以实现机械化减人、自动化生产、高品质保障的目标。
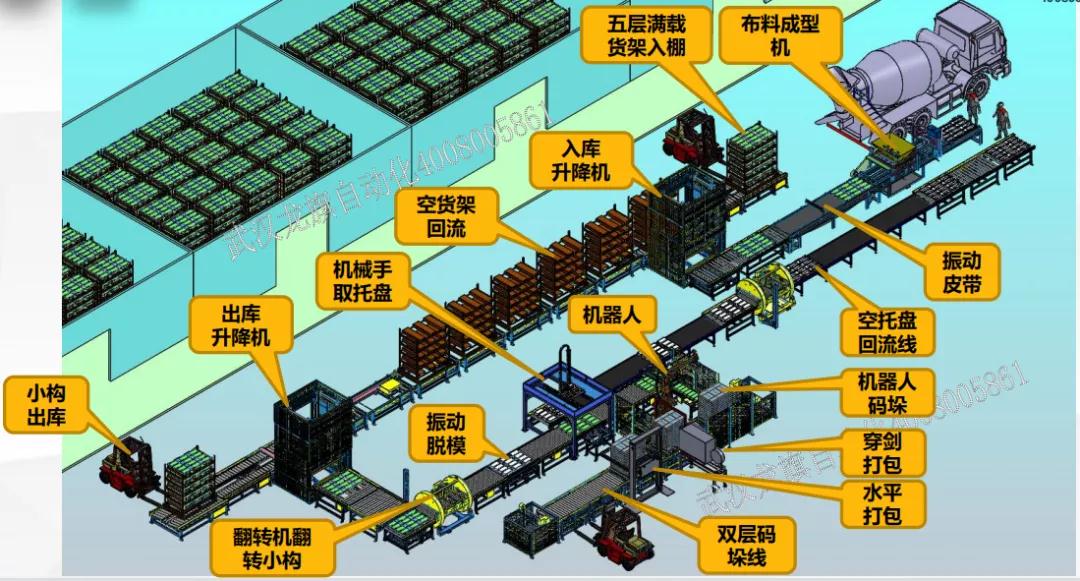
小构生产作业流程图
据悉,该生产线担负着该标段2240m³共32000块明沟盖板的预制生产任务。经过多次生产线设计优化,目前已建成包含小构浇筑区、小构转运区、小构脱模区、小构码垛区、小构空托盘回流等多种功能于一体的全自动流水生产线,并已实现量产,目前每天可稳定生产明沟盖板约140片,后期可达280片/天。

小构生产线全貌
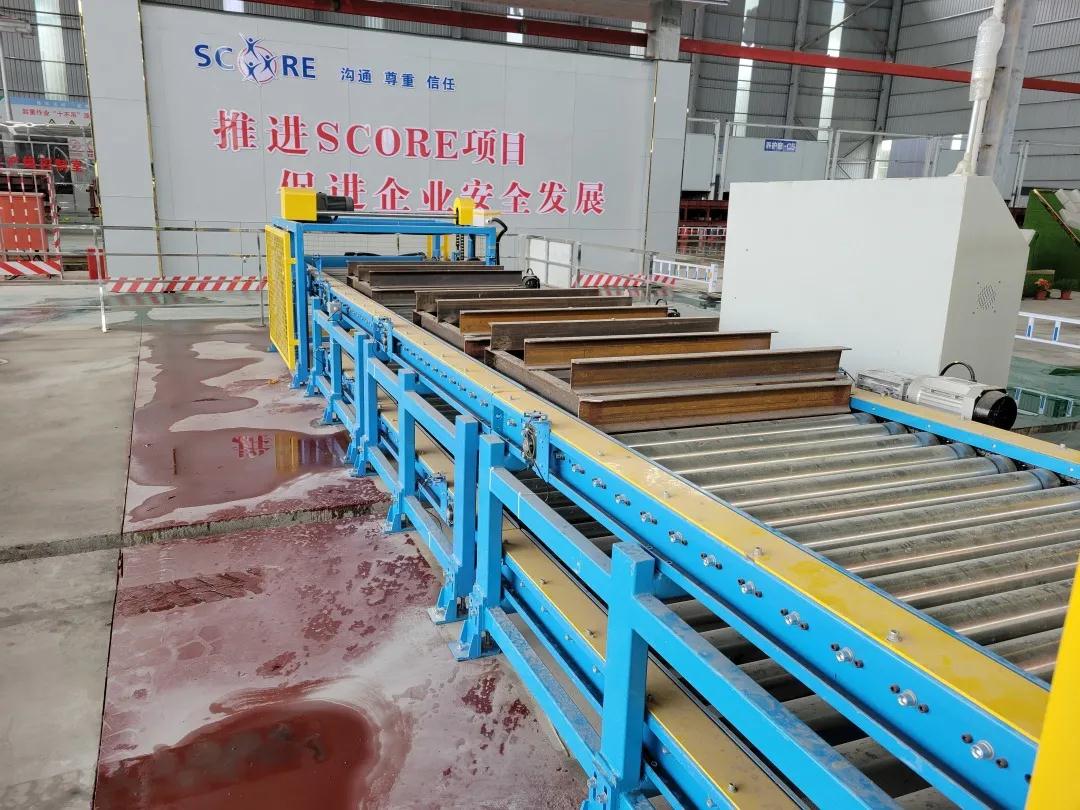
小构浇筑区:该生产线包含生产线及回流线,空模盒经回流线进入自动感应区域喷洒脱模剂后,由人工布置钢筋及保护层垫块送入生产线,进入布料区后,混凝土通过布料成型主体进入模盒自动布料至设计方量,然后进入振动区采用振动皮带保证振动均匀。

布料生产线 浇筑布料、自动喷油
小构转运区:明沟盖板浇筑布料完成并经自动振捣区域后来到自动码垛区,机械抓手自动抓取托盘模盒后码垛至五层,由叉车送入养护室进行养护,养护完成后由叉车送入脱模区域,托盘抓取机自动将模盒抓取至小构脱模区。


托盘抓取码垛机

养护室
小构脱模区:模盒进入脱模区后首先来到翻转机处,翻转机将模盒及构件进行整体翻转后构件朝下模盒底朝上进入振动脱模区域,通过安装与底部的高频振动机将模盒及构件分离,之后进入分离区,通过X轴机械手将托盘推正定位,方便抓取,再通过Y轴机械手将空托盘取放至另一侧回流线上,构件继续前行至构件成品码垛区。

脱模振动台

脱模翻转机

X/Y轴机械手分离模盒及构件

龙门夹脱模
小构码垛区:模盒及构件分离后,模盒进入回流线回到起点,构件通过传送皮带进入成品码垛区域,由码垛机器人通过机械臂端部的吸取夹具以及有效避免空位的侧推装置将成品构件进行每层两块共五层码垛操作,码垛工位可同时进行五个底托的穿剑打包作业,打包完成后由叉车取垛,底托进入升降机回到码垛机器人处形成循环作业。

码垛机器人 穿剑打包工位
小构空托盘回流线:小构空模盒经过小构脱模区时由X/Y轴机械手将其送入回流线,经回流皮带进入缓存辊筒后再进入翻转区将空模盒翻转180°后经回流线皮带回到起点进行自动喷油及放置钢筋和混凝土垫块,重新进入浇筑生产线形成循环作业。
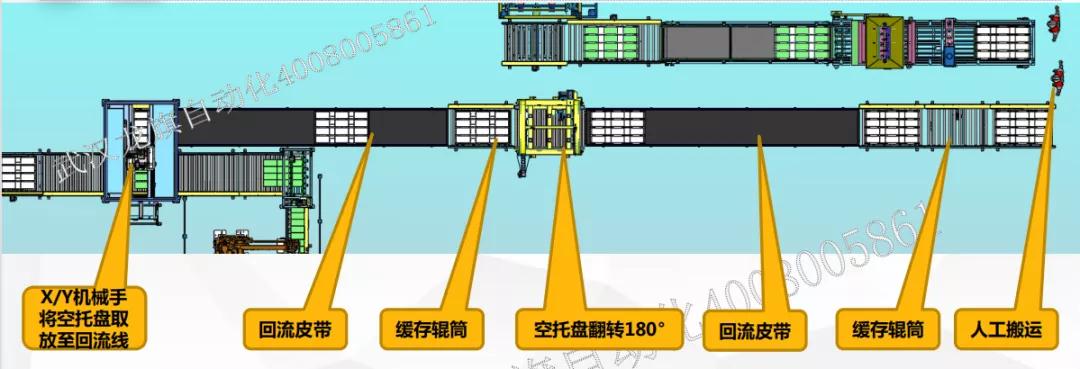
空托盘回流线

回流翻转区

回流皮带
该标段明边沟盖板自动化生产线的投产,实现了生产的自动化和工厂化,降低了用工成本,提升了施工效率,打破传统小型构件预制生产过程中存在的高度依赖人工,且劳动强度大,生产效率低下,达不到日益增长的效益目标,生产受限于天气及场地,生产安全无法得到有效保障等问题。下一步,该标段将在使用过程中不断完善各个区域机械功能,紧扣质量安全控制点,以自动化生产工艺为七点,以机械化、工厂化生产为抓手,持续提升明沟盖板预制质量。

